
Гумене цевисе значајно разликује од осталих цеви због садржаја гуме, која је еластомер који има велику чврстоћу и издржљивост, као и могућност да се растегне и деформише без трајног оштећења. Ово је углавном због његове флексибилности, отпорности на кидање, еластичности и термичке стабилности.
Гумене цеви се производе једним од два процеса. Први метод је употреба трна, где се гумене траке омотавају око цеви и загревају. Други процес је екструзија, где се гума провлачи кроз калуп.
КакоРуббер Тубингје Маде?
Мандрел Процес
Руббер Ролл
Гума која се користи за производњу гумених цеви поступком трна испоручује се за производњу у ролни гумених трака. Дебљина зидова цеви је одређена дебљином листова. Боја цеви је одређена бојом ролне. Иако боја није неопходна, она се користи као метод за одлучивање о класификацији и коначној употреби гумених цеви.

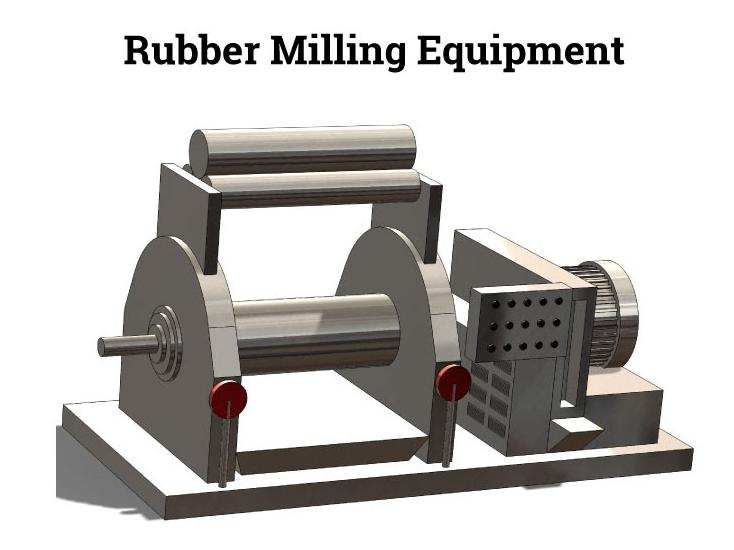
Глодање
Да би гума била савитљива за производни процес, пролази кроз млин који загрева гумене траке да омекша и заглади гуму како би се осигурала уједначена текстура.
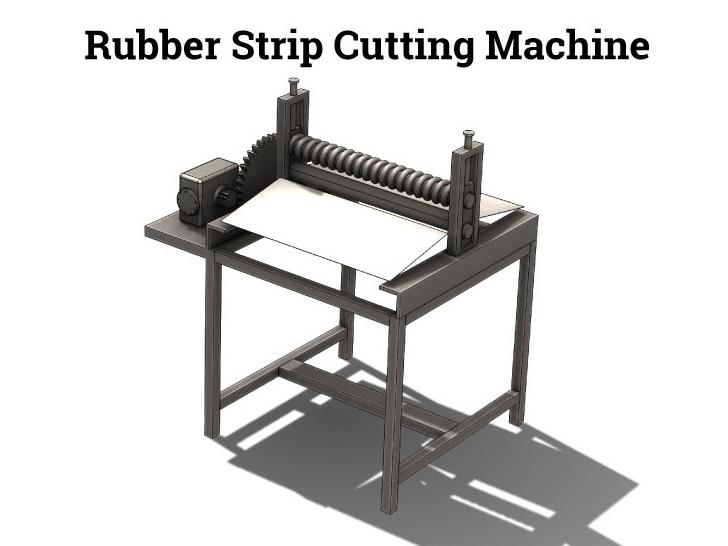
Сечење
Мека и савитљива гума се премешта у машину за сечење која је сече на траке једнаке ширине како би одговарала ширини и дебљини гумене цеви која се прави.
Мандрел
Траке које су настале при резању шаљу се на трн. Пре намотавања трака на трн, трн се подмазује. Пречник трна је тачне димензије као отвор гумене цеви. Како се трн окреће, гумене траке се омотавају око њега равномерним и правилним темпом.

Процес омотања се може поновити да би се постигла жељена дебљина гумене цеви.
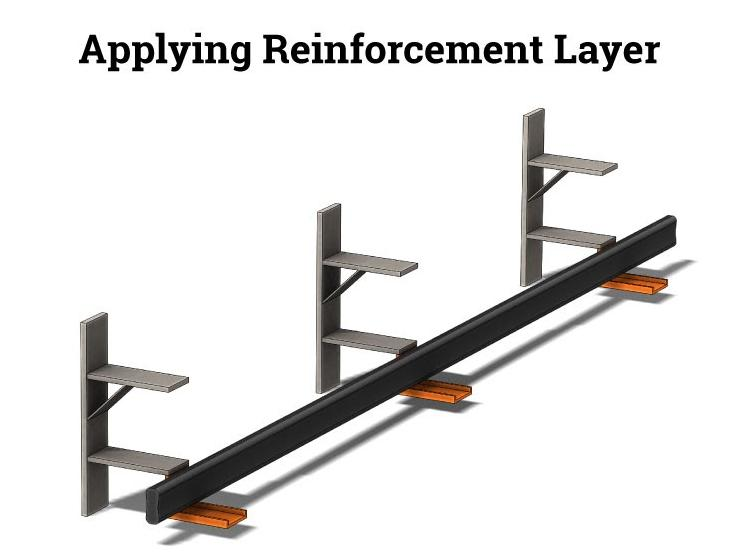
Слој арматуре
Након што цев достигне тачну дебљину, додаје се слој за ојачање који је направљен од синтетичког материјала високе чврстоће који је пресвучен гумом. Избор слоја је одређен количином притиска који гумена цев може издржати. У неким случајевима, за додатну чврстоћу, слоју за ојачање може бити додата жица.
Финал Лаиер
Завршни слој гумене траке је спољна облога.

Тапинг
Када се наносе сви различити слојеви гумених трака, комплетна дужина цеви се умотава у мокру најлонску траку. Трака ће се скупити и стиснути материјале заједно. Резултат омотача траком је текстурирана завршна обрада спољашњег пречника (ОД) цеви која постаје предност и корист за апликације где ће се цеви користити.
Вулканизација
Цев на трну се ставља у аутоклав за процес вулканизације који очвршћава гуму, што је чини еластичном. Када је вулканизација завршена, скупљена најлонска трака се уклања.

Уклањање из трна
Један крај цеви је чврсто затворен да би се створио притисак. У цеви је направљена рупа у коју ће се пумпати вода да би се гумена цев одвојила од трна. Гумена цев се лако скида са трна, има подрезане крајеве и сече на жељену дужину.
Ектрусион Метход
Процес екструзије укључује провлачење гуме кроз калуп у облику диска. Гумене цеви направљене поступком екструзије користе меку невулканизовану гумену мешавину. Делови произведени овом методом су мекани и савитљиви, који се вулканизују након процеса екструзије.
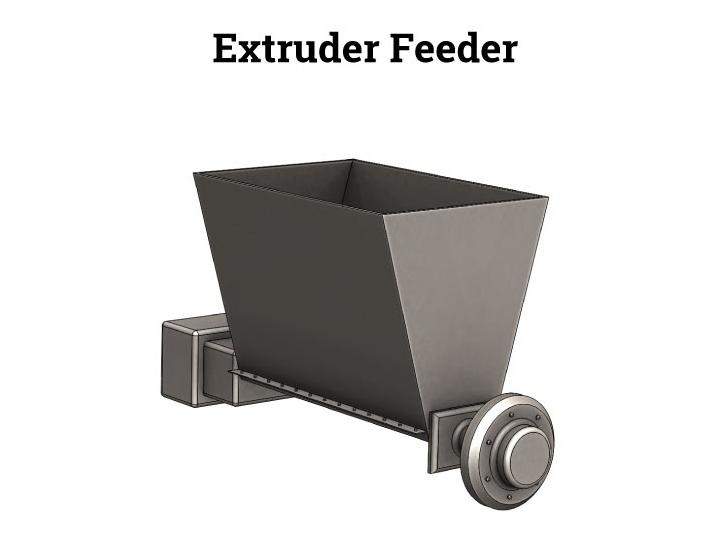
Храњење
Процес екструзије почиње тако што се гумена смеша убаци у екструдер.
Револвинг Сцрев
Гумена смеша полако напушта улагач и доводи се до завртња који га помера ка матрици.
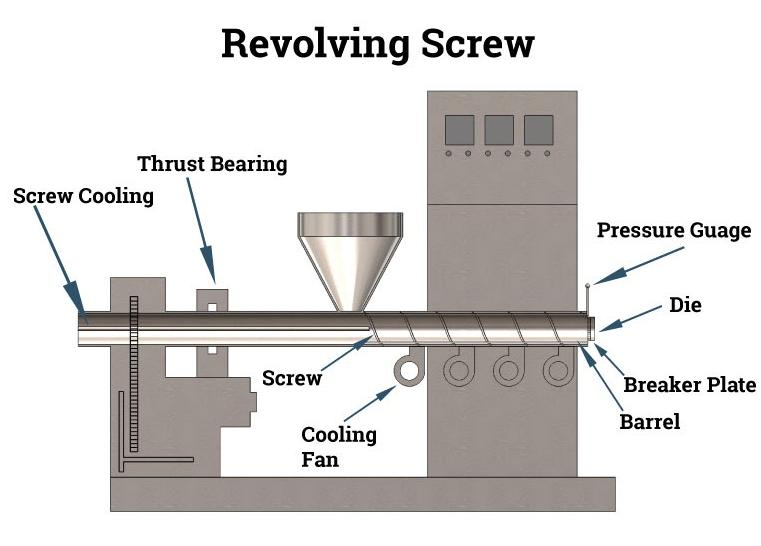
Гумене цевчице
Како се сирови гумени материјал помера помоћу завртња, он се провлачи кроз калуп у тачним пропорцијама пречника и дебљине цеви. Како се гума приближава матрици, долази до повећања температуре и притиска, што узрокује бубрење материјала екструдера у зависности од врсте једињења и тврдоће.

Вулканизација
Пошто је гума која се користи у процесу екструзије невулканизована, мора да се подвргне неком облику вулканизације након што прође кроз екструдер. Иако је третман сумпором био оригинална метода за вулканизацију, модерна производња је развила друге врсте, које укључују третмане микропроизводом, слане купке или разне друге облике загревања. Процес је неопходан за скупљање и стврдњавање готовог производа.
Процес вулканизације или очвршћавања може се видети на дијаграму испод.
Време поста: 25.08.2022